Entwodiksyon: Taksonomi fabrikasyon tiyo asye
Chwazi tiyo a asye ki apwopriye pou nenpòt ki aplikasyon mande pou yon konpreyansyon fondamantal nan pwosesis yo manifakti divès kalite travay ak karakteristik sa yo distenk chak confer nan pwodwi final la.Ki sa ki ERW tiyo? Li se fondamantalman defini nan metòd pwodiksyon inik li yo:Soude rezistans elektrik. Sepandan, valè vre li yo ak ka itilize pi bon sèlman vin klè lè contrast ak lòt tiyo dominan - fè teknik. Grasping aerw tiyo siyifikasyonnesesite mete li nan pi gwo kontèks endistriyèl sa a.ERW, siyifikasyonSoude rezistans elektrik, reprezante yon gwo poto kle nan mond lan nan tiyo soude, distenk soti nan konstriksyon san pwoblèm ak metòd soude altènatif tankou soudi submerged ak soude (SAW).Ki sa ki ERW vle diAn tèm pratik se yon gwo - vitès, pwosesis efikas depreferans adapte pou chenn dimansyon espesifik ak aplikasyon pou, ofri avantaj ki san pwoblèm oswa wè tiyo pa pouvwa, pandan y ap tou gen limit nannan. This article delves into the critical distinctions between ERW and its primary counterparts – Seamless (SMLS), Longitudinal Submerged Arc Welded (LSAW), Spiral Submerged Arc Welded (SSAW), and the largely obsolete Furnace Butt Welded (FBW) – exploring the core differences in their manufacturing principles, resulting structural characteristics, typical size capabilities, relative costs, and consequent konvnab pou divès kalite aplikasyon endistriyèl. Konprann distenksyon sa yo se esansyèl pou enjenyè, spesifikatè, ak achtè yo pran desizyon enfòme ak konplètman apresye ki koteERW tiyo asyeoutib erwExcels nan peyizaj la konplèks nan solisyon asye kanalizasyon.


1. Divize fondamantal la: ERW vs san pwoblèm (SMLS) tiyo
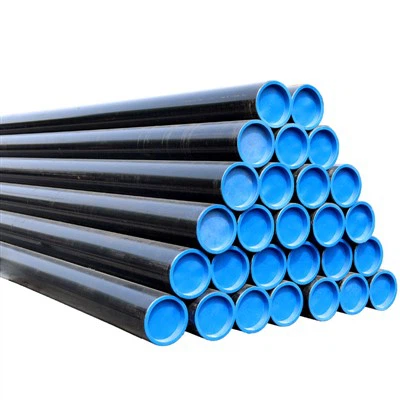
Distenksyon ki pi fondamantal nan fabrikasyon tiyo asye manti ant tiyo soude, tankouERW, ak tiyo san pwoblèm.Ki sa ki ERW tiyonan nwayo li yo? Li posede yon distenk Longitudinal Weld Couture ki te fòme pa lasoude rezistans elektrikpwosesis. Nan kontras stark, se tiyo san pwoblèm (SMLS) pwodwi san yo pa nenpòt ki soude Longitudinal. Kreyasyon li kòmanse ak yon solid solid asye billet, ki se chofe ak pèse nan sant li yo lè l sèvi avèk yon mandrin. Sa a se billet pèse Lè sa a, long ak ki gen fòm nan yon tiyo nan yon seri de konplèks woule ak etann pwosesis (tankou w pèse kò w Rotary, ploge woule, ak pilgering) ki diminye epesè nan miray ak ogmante dyamèt la. Absans la nan yon Couture Weld se yon sèl karakteristik ki pi defini nan tiyo san pwoblèm ak fondasyon avantaj prensipal li yo. Estrikti a san pwoblèm ofri inifòmite potansyèlman siperyè nan pwopriyete mekanik ak mikrostruktur alantou sikonferans a tout antye de tiyo a. Li elimine Couture nan Weld Longitudinal, ki, istorikman, te konnen jan yon potansyèl pwen fèb oswa sit inisyasyon pou korozyon oswa fatig, byenke modènERW tiyo asyePwodwi ak kontwòl sevè ekspozisyon ekselan entegrite soude. Sa a omojèn nannan fè tiyo san pwoblèm chwa a pi pito pou aplikasyon yo ki pi mande ki enplike presyon ekstrèmman wo (egzanp, segondè - presyon liy vapè, kritik kanalizasyon nan raffineries ak plant chimik), anpil corrosive likid, ki grav loading, oswa ultra {{{ Sepandan, sa a vini nan pri siyifikatif. Faktori san pwoblèm se natirèlman pi dousman, plis enèji - entansif, epi li mande pou machin pi konplèks ak chè pase segondè - vitès pwodiksyon ERW. Anplis de sa, tiyo san pwoblèm fè fas a limit pratik nan akonplisman dyamèt gwo anpil ekonomikman konpare ak metòd soude tankou wè.Ki sa ki ERW vle diNan konparezon sa a se yon solisyon trè pri -, patikilyèman pou ti dyamèt mwayen (tipikman 1/2 "a 24"), ofri ase fòs ak disponiblite pou yon etalaj vas nan presyon estanda ak aplikasyon estriktirèl kote inifòm absoli ak ultra - segondè yo. Asiyifikasyon nan tiyo erwSe konsa, gen ladan wòl li kòm yon pratik, altènatif ekonomik san pwoblèm pou ki pa - kritik oswa pi ba - sèvis presyon.
2. Konpetisyon soude teknoloji: ERW vs Longitudinal Submerged ak soude (LSAW)
Nan domèn nan tiyo soude,ERWFè fas a konpetisyon ki pi enpòtan li yo soti nan soudi submerged ak (SAW), patikilyèman Longitudinal SAW (LSAW) Variant la. Pandan ke tou de pwodwi tiyo ak yon Couture Longitudinal, pwosesis yo soude yo fondamantalman diferan, ki mennen ale nan karakteristik pwodwi distenk ak nich aplikasyon an.Ki sa ki ERW tiyoAn tèm de soude li yo? Pwosesis ERW la kreye soude a nan lokalize chofaj rezistans elektrik ak mekanik tou, tankousanAjoute nenpòt metal filler. Se chalè a pwodwi intern nan bor yo asye tèt yo. LSAW, Kontrèman, se yon pwosesis soude ak. Li kòmanse ak yon plak asye sèl (plak trase) ki se bourade oswa woule nan yon u - fòm (pwosesis UoE) oswa j - fòm (pwosesis jcoe) anvan final fòme nan yon louvri - Couture silenn. Se Couture nan Longitudinal Lè sa a, soude lè l sèvi avèk youn oswa plis elektwòd fil kontinyèl. Diferans lan kle manti nan ark la: se yon arc ak elektrik frape ant elektwòd la (yo) ak pyès la. Esansyèlman, sa a arc ak pisin lan soude fonn yo konplètman submerged anba yon dra nan flux granulaire. Flux sa a fonn, ki fòme yon kouch pwoteksyon salop ki pwoteje metal la fonn soti nan kontaminasyon atmosferik (oksijèn, azòt), rafine chimi an metal soude, epi ajoute eleman alyaj. Li te tou aji kòm yon insulator tèmik, sa ki pèmèt pou pi fon pénétration ak pi dousman refwadisman. Pwosesis sa a natirèlman enplike nan depozisyon siyifikatif nan metal filler, kreye yon chaplèt soude ki se tipikman pi epè ak vizib ranfòse konpare ak souvan kole a oswa minim leve soti vivan Couture ERW apre yo fin retire flash. Nati sa a depozisyon fè LSAW eksepsyonèlman byen - adapte pou tiyo fabrikasyon ak mi pi epè (souvan 6mm jiska 100mm+) ak pi gwo dyamèt (tipikman kòmanse alantou 16 "ak pwolonje pi lwen pase 80"). Se vitès la soude pi dousman konpare ak ERW konpanse nan kapasite nan okipe sa yo pi gwo, seksyon pi lou ekonomikman. Kontinwe, LSAW se pwosesis la dominan pou gwo {{21}Ki sa ki ERW vle diNan contrast se yon pwosesis optimisé pou vitès ak efikasite nan ti - a - ranje dyamèt mwayen ak mens - a - mi mwayen. ARezistans elektrik soude tiyo asyeExcels kote pousantaj pwodiksyon segondè, ekselan presizyon dimansyon, lis sifas entèn ak ekstèn (benefisye pou kouch ak koule), ak pri - efikasite yo se chofè prensipal, tankou nan rezo distribisyon, tib estriktirèl, konpozan otomobil, ak aplikasyon pou mekanik. Aerw tiyo siyifikasyonSe konsa, mete aksan sou efikasite ak presizyon pou ranje gwosè sib li yo, pandan y ap LSAW mete aksan sou depozisyon gaya soude pou lou - miray, gwo - aplikasyon pou dyamèt.
3. Apwòch nan espiral: ERW vs espiral submerged ak soude (SSAW)
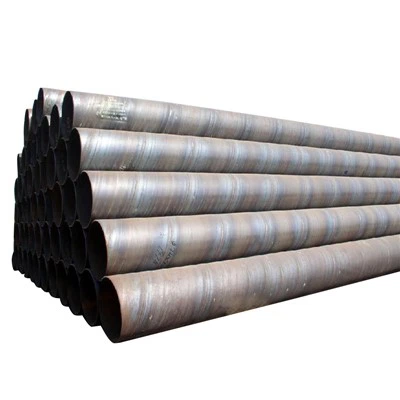
Yon lòt siyifikatif metòd manifakti tiyo soude se espiral submerged ak soude (SSAW). Menm jan ak LSAW, li itilize pwosesis la soudi submerged ak filler fil ak flux granulaire. Sepandan, fondamantal li yo fòme ak apwòch soude diferan ansibleman soti nan tou de LSAW akERW. Se tiyo SSAW ki te pwodwi pa kontinyèlman fòme yon Couture silendrik (espiral). Yon cho - woule asye teren (bobin) se manje nan yon ang sou yon mandrel fòme. Ang espesifik manje a detèmine dyamèt tiyo a. Kòm teren an se blesi espiral sou mandrel la, bor yo sipèpoze nan anwoulman adjasan yo kontinyèlman soude ansanm sou deyò a lè l sèvi avèk soude ak soude ak soude, souvan ak tèt soude miltip opere ansanm. Sa rezilta nan yon kouti karakteristik espiral soude ki kouri longè a tout antye de tiyo a. Avantaj kle yo nan SSAW yo se fleksibilite remakab li yo nan pwodwi dyamèt gwo anpil (souvan soti nan 20 "jiska 100" ak pi lwen pase) lè l sèvi avèk yon lajè relativman etwat teren, ak efikasite itilizasyon materyèl potansyèlman segondè li yo. Pwosesis la ka teyorikman pwodwi nan yon pakèt domèn dyamèt san yo pa chanje mandrel la fòme, tou senpleman pa ajiste ang lan manje teren. Sa fè li apwopriye pou aplikasyon pou ki egzije gwo dyamèt men ki kote tolerans yo dimansyon trè sevè ak demand bon jan kalite soude nan segondè - liy transmisyon presyon ta ka mwens kritik pase pou LSAW. Aplikasyon komen yo enkli pi ba - lwil oliv presyon ak transpò gaz, ak elektrisite transmisyon dlo, anpile, ak kèk itilizasyon estriktirèl.Ki sa ki ERW tiyoKonpare ak SSAW? ERW se fondamantalman yonlongitudinalPwosesis soude. Couture li yo kouri dwat ansanm longè tiyo a, pa espiral. Asoude rezistans elektrikPwosesis jenere soude a san yo pa metal filler nan chofaj rezistans ak tou, tankou, kontraste sevè ak depozisyon filler metal SSAW a atravè ark submerged. ERW tipikman reyalize siperyè presizyon dimansyon (wonn, dwat, konsistans epesè miray) ak yon sifas ki douser entèn konpare ak SSAW, ki ka pafwa montre yon sifas yon ti kras ondulan akòz fòme a espiral. Jeyometri a soude espiral nan SSAW rezilta nan yon Couture soude ki pi long pase tiyo nan tèt li, potansyèlman ogmante longè a total de soude ki mande enspeksyon. Se segondè - pwodiksyon vitès jeneralman vizan nan direksyon pou pi piti dyamèt pase SSAW. Se poutèt sa, laerw tiyo siyifikasyonPozisyon li kòm chwa a pi pito pou aplikasyon pou mande segondè presizyon, lis lis, ak komèsan pwodiksyon segondè nan ti - a - ranje dyamèt mwayen, pandan y ap Ssaw jwenn Tanporèman nich li yo nan ekonomikman pwodwi tiyo gwo tiyo kote Couture a espiral se pa apwopriye.
4. Kontèks Istorik: ERW vs.
Konplètman apresye avansman ki reprezante pa modènERW, li édikatif yo konpare li nan yon pi gran, lajman demode soude tiyo metòd manifakti: gwo founo dife soude (FBW). FBW te istorikman enpòtan, patikilyèman pou pwodwi pi piti tiyo dyamèt. Pwosesis la ki enplike premye chofaj bout yo nan yon koupe - longè dezabiye asye (skelp) nan yon gwo founo dife jiskaske yo rive nan yon eta plastik. Te teren an chofe Lè sa a, rale nan yon klòch - ki gen fòm mouri oswa yon seri de woulo ki te fòme li nan yon fòm silendrik. Kòm yo te chofe, bor yo plastik nan teren an te pote ansanm anba presyon nan sòti a nan mouri a fòme oswa woulo yo, yo te fòje nan yon soude. Sa a se esansyèlman yon solid - Eta Forge soude pwosesis repoze sou chalè gwo founo dife olye ke rezistans elektrik. Pandan ke senp nan konsèp, FBW te gen limit enpòtan. Kontwòl egzak sou inifòmite a chofaj ak presyon an tou, te difisil, souvan ki mennen ale nan bon jan kalite konsistan soude. Zòn nan soude souvan ki gen oksid ak enklizyon bloke pandan pwosesis la tou, tankou. Dimansyon presizyon (dyamèt, wonn, dwat) te jeneralman pòv konpare ak modèn frèt - ki te fòme ak gwosè tiyo ERW. Pwosesis la te tou relativman dousman ak pwodwi tiyo ak yon aparan, souvan iregilye, ekstèn ak entèn soude chaplèt.Ki sa ki ERW tiyoNan kontèks istorik sa a? ERW modèn reprezante yon kwasans teknolojik pou pi devan. Pa itilize kontwole chofaj rezistans elektrik (Ki sa ki ERW vle dinan nwayo li) aplikesèlNan koòdone nan egzak soude ak konbine li ak presyon segondè fòje, ERW reyalize siyifikativman siperyè entegrite soude, konsistans, ak kontwòl métallurgique. Pwosesis la kontinyèl nan stock bobin pèmèt pou larjeman pi wo vitès pwodiksyon an. Woulo yo frèt dimensionnement asire eksepsyonèl dimansyon presizyon ak fini sifas yo, karakteristik irealizabl ak FBW. Asiyifikasyon nan tiyo erwSe konsaERW tiyo asyeaktib erwkòm estanda a pou ti - a - dyamèt mwayen pwodiksyon tiyo soude. Tiyo FBW yo raman rankontre jodi a eksepte nan enstalasyon trè fin vye granmoun oswa trè espesifik, ki ba - aplikasyon pou klas la.
Tablo: Distenksyon kle ant ERW ak lòt gwo pwosesis manifakti tiyo
| Patikilarite | Tiyo erw (rezistans elektrik soude) | Tiyo san pwoblèm (SMLS) | Tiyo LSAW (Longitudinal wè) | Tiyo ssaw (espiral wè) | FBW tiyo (Butt Butt Welded - demode) |
|---|---|---|---|---|---|
| Prensipal fòme | Woulo frèt fòme nan bobin teren | Cho w pèse kò w Rotary & woule nan billet | Peze/woule fòme nan plak lou | Espiral fòme nan bobin teren | Cho fòme nan fini teren nan klòch mouri |
| Metòd soude | Soude rezistans elektrik(Pa gen filler, joule chofaj + fòje) | Okenn (san pwoblèm) | Submerged ak soude(Filler fil + flux) | Submerged ak soude(Filler fil + flux) | Gwo founo dife soude (solid - eta) |
| Kalite Couture Weld | Longitudinal | Okenn | Longitudinal | Espiral (helical) | Longitudinal bou soude |
| Ranje dyamèt tipik | Ti - mwayen: 1/2" - 24" | Lajè: 1/8 "- 36"+ | Mwayen - gwo anpil: 16" - 80"+ | Gwo - gwo anpil: 20" - 100"+ | Ti (istorikman) |
| Epesè tipik miray la | Mens - mwayen | Lajè ranje: mens - V. epè | Mwayen - trè epè | Mwayen - epè | Mens - mwayen (varyab) |
| Pwodiksyon | Trè wo | Dousman | Modere | Modere | Dousman |
| Pri relatif | Ba - mwayen | Wo | Mwayen - segondè (gwo dy.) | Mwayen (gwo dy.) | Ba (istorikman, men demode) |
| Weld bon jan kalite/kontwòl | Segondè (pwosesis modèn HF, NDT) | N/a (pa gen okenn soude) | Segondè (gaya, Enjenieri Weld) | Modere - segondè | Ba (konsistan, oksid/enklizyon) |
| Dimansyon Presizyon & Sifas | Eselan(Fwad gwosè, lis) | Bon | Bon (soude chaplèt enpòtan) | San Patipri - Bon (kontou espiral) | Pòv |
| Kle Aplikasyon Konsantre | Distribisyon, estriktirèl, otomobil, mech. Tib | Segondè - sèvis kritik presyon | Gwo tiyo transmisyon, anpile | Gwo ba - liy presyon, anpile | Istorik/ba klas (demode) |
Konklizyon: plas defini ERW a nan ekosistèm lan kanalizasyon
DistengeERWSoti nan lòt pwosesis manifakti tiyo klarifye pwopozisyon inik valè li yo ak espas aplikasyon optimal.Ki sa ki ERW tiyo? Li se fondamantalman yonsegondè - Frekans rezistans elektrik soude tiyo asyekarakterize pa yon Couture Longitudinal ki te fòme nan chofaj entèn joule ak mekanik tou, sa ki lakòz yon pwodwi li te ye pouVitès pwodiksyon segondè, ekselan presizyon dimansyon, sifas lis, ak pri - efikasitenan ranje dyamèt debaz li yo. Konkiran prensipal li yo nan espas ki la soude,Submerged ak soude (SAW), diverges siyifikativman nan sèvi ak li yo nan metal filler ak flux, fè li dominan pougwo dyamèt ak miray epèKi kote depozisyon gaya Weld se kle (LSAW pou Couture Longitudinal Precision, SSAW pou dyamèt ekonomik gwo atravè kouti espiral). Altènatif la san pwoblèm (SMLS) ofri nannanWeld - Couture - gratis inifòmite, kòmandan yon pri prim pou laPifò kritik segondè - presyon ak sèvis korozivite, men manke efikasite ERW a pou aplikasyon pou estanda. KonpreansifKi sa ki ERW vle diMande pou rekonèt ke pwosesis li yo natirèlman kreye yon diskontinwite potansyèl Longitudinal (Couture nan Weld), menm si kontwòl kalite modèn minimize enkyetid sa a pou band vas nan aplikasyon yo. Demode aFbwPwosesis sèvi kòm yon referans istorik, mete aksan sou siperyorite a teknolojik, konsistans, ak bon jan kalite possible ak modènsoude rezistans elektrik. Se poutèt sa, lasiyifikasyon nan tiyo erwse entimman lye nan nich manifakti li yo: li se laPrefere, segondè - solisyon volimpouti - pou - dyamèt mwayenTiyo ki egzije pèfòmans serye nan transpò likid (dlo, gaz, distribisyon lwil), estrikti estriktirèl (ASTM A500), konpozan mekanik (ASTM A513), ak aplikasyon otomobil. Efikasite li yo ak presizyon solidifyeERW tiyo asyeaktib erwKòm workhorses endispansab nan enfrastrikti mondyal la ak jaden flè endistriyèl, konplemante olye ke ranplase teknoloji san pwoblèm ak wè, chak ranpli wòl distenk defini nan prensip debaz manifakti yo.